Built on foundry
tradition.
Committed to
every casting.
Rushabh Technocast is a professionally managed steel casting foundry in Ahmedabad. From crusher jaw plates to girth gear — Manganese Steel, Carbon Steel, and High Chrome Iron, all from one facility.
Who We Are
Privately held and professionally managed, Rushabh Technocast was established in 2010 at Moraiya, Ahmedabad — one of Gujarat's most active industrial corridors.
From our origins as a specialist Manganese Steel crusher-wear-parts foundry, we have grown into a full-capability foundry with multi-alloy expertise — serving industries across Manganese Steel, Carbon Steel, and High Chrome Iron. OEM customisation and reverse engineering from worn samples are accepted across all alloy grades.
Our facility at Moraiya handles the complete casting process — from induction furnace melting and spectrometer verification, through pattern making, moulding, heat treatment, and finishing — under one roof. Third-party CNC machining is co-ordinated via established partners for fit-ready delivery.






Manufacturing at a Glance
From raw pattern to finished casting — every part we produce follows a structured 10-step process, with quality control built in at each stage. Whether it's a crusher wear part, a structural casting, or an extreme-abrasion component, the process discipline remains the same.

Precision wooden patterns crafted to casting geometry — the dimensional foundation of every part.

Green-sand moulds formed around the pattern, creating the cavity that defines each casting's shape.

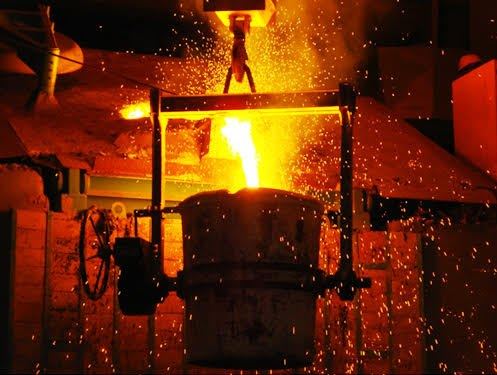
Steel melted in the induction furnace; spectrometer verifies chemistry before any metal is released for pouring.

Molten steel poured at controlled temperature into prepared moulds — timed and managed for structural integrity.

Castings are allowed to cool before the mould is broken out and the rough casting is separated.

Gates, risers and surface flash removed; surfaces dressed to specification with angle grinders.

Castings undergo controlled thermal cycles — annealing, quenching or solution treatment — to achieve target hardness and toughness.

Critical mating faces and bolt holes machined to drawing tolerance via third-party CNC tie-ups.

Full dimensional verification against drawings; dye-penetrant or ultrasonic inspection as required.

Castings coated, marked, and palletised or crated to international export specification — ready for collection or shipment.
Multi-Alloy Expertise. One foundry.
From crusher wear to structural castings to extreme-abrasion applications — one supplier, one facility.
Enquiry to despatch — 6 steps.
A transparent, documented process from first contact to final delivery.
Production facts — stated clearly.
Lead times depend on pattern availability. For castings with existing patterns, the typical lead time is 1–5 weeks from order confirmation. For new patterns and first-article castings, allow 2–10 weeks from drawing approval. We confirm a specific timeline at the quotation stage.
Minimum order is 1 tonne per grade, with a minimum single-casting weight of 30 kg and a maximum single-casting weight of 2,000 kg (2 tonnes). Smaller quantities are considered for repeat customers and established accounts — contact us to discuss.
Verified chemistry. Documented quality.
Every casting leaves our facility with chemistry confirmed, dimensions checked, and documentation in order.

Every heat analysed on our in-house SPECTROTEST before pouring. Chemistry certificates issued on all orders.

Full dimensional check against customer drawing on every casting before despatch. Results recorded and retained.

In-house heat treatment furnace with quench tank. Temperature, soak times, and quench method recorded per batch.

Tensile and yield strength verified on a Universal Testing Machine (UTM 100). Hardness testing conducted per batch as standard.

Ultrasonic testing conducted on critical castings to detect internal discontinuities. MT/PT available on request.

Dedicated testing lab housing spectrometer, sand testing, and chemical analysis equipment for in-process quality verification.
Manufactured for Global Standards
Our castings reach industries across four continents, meeting international material specifications — IS 276, EN grades, ASTM A216, ASTM A532.
Products are distributed to end-users across the Middle East, Southeast Asia, Africa, Australia, and Europe through established supply channels.
Every casting is manufactured to export-ready quality: spectrometer-verified chemistry, dimensional inspection on despatch, and Material Test Certificates as standard. Export-grade wooden crates and pallets are available on all orders.
Whether you are sourcing directly from India or working through an established procurement partner, we provide the documentation, quality controls, and packing standards that international buyers require.

MTCs · Chemistry Certificates · Third-party inspection · Export-grade crating
15 Years of Foundry Excellence
From a specialist Manganese Steel foundry to a full multi-alloy casting facility serving industries worldwide.
Share a drawing or part name — we respond within one working day.